Festkörperlaser vs. Gaslaser – moderne Produktionslasertechnologie für Powertrain-Komponenten
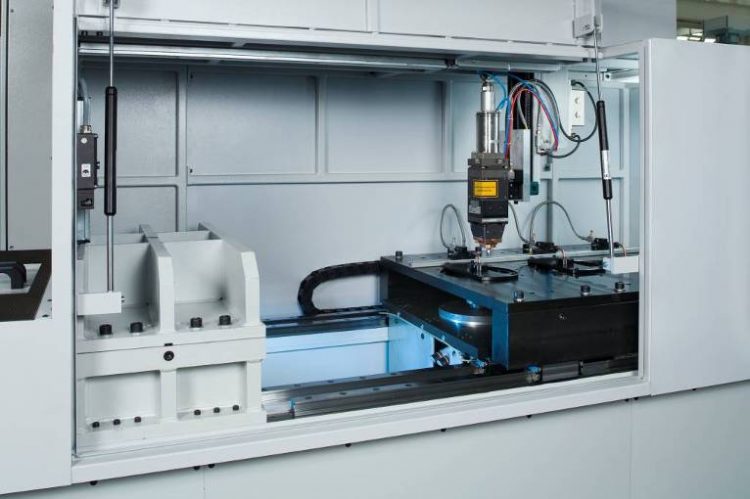
Arbeitsraum der Laserschweißmaschine ELC 160 für das Schweißen von Getrieberädern. An bis zu drei Stationen wird das Zahnrad erwärmt, gefügt und lasergeschweißt.
Menschen, die es ganz genau wissen müssen, da sie sich tagtäglich mit Lasertechnologie auseinandersetzen, sitzen im beschaulichen Heubach, dem Sitz von EMAG Automation, wenige Kilometer von Schwäbisch Gmünd entfernt.
„Wir haben ab 2008 damit begonnen, Festkörperlaser auf unseren Anlagen einzusetzen, da die Vorteile gegenüber den älteren CO2-Lasern einfach überwältigend sind“, betont Dr. Andreas Mootz, Geschäftsführer von EMAG Automation GmbH.
„Wir waren ganz sicher die Pioniere, die den Festkörperlaser beim Schweißen von Präzisionsteilen wie Getriebekomponenten ,salonfähig‘ gemacht haben. Die Anforderungen speziell an die Anlagen- und Prozesstechnik und insbesondere die Anforderungen an die Spann- und Vorrichtungstechnik sind sehr viel höher als beim CO2-Laser.“
Vorteil 1: Niedrigere Betriebskosten
Betrachtet man die Betriebskosten von Laserschweißanlagen, kommen vor allem zwei Komponenten zum Tragen: der Energieverbrauch des Lasers und die Kosten für das Gas. Beim Gas unterscheidet man dabei zwischen dem Lasergas (Lasermedium) und dem Schutzgas für die Stabilisierung des Schweißvorganges. Neben dem Gasverbrauch verursacht vor allem die aufwendige Gaslogistik bei der Anlagenplanung und dem Schweißvorgang erhebliche Kosten – Kosten, die beim Einsatz von Festkörperlasern, wie dem Scheiben- oder Faserlaser, komplett entfallen. Auf den EMAG Anlagen wird bei den meisten Anwendungen Druckluft als Prozessgas eingesetzt, was zwar zu einer dünnen Oxidschicht auf der Nahtoberfläche führt, aber die Schweißnähte in ihrer Qualität nicht beeinflusst.
Auch beim Energieverbrauch muss sich der CO2-Laser dem Festkörperlaser geschlagen geben. Um 4 kW Laserleistung zu erzeugen, muss beim CO2-Laser 56 kW elektrischer Strom eingesetzt werden, beim Festkörperlaser lediglich 17 kW, was einer Energieeinsparung von 70 Prozent entspricht. Zudem muss eine viel niedrigere Kühlleistung erbracht werden. Wenn man diese Einsparungen noch hinzuzählt, sinkt der Energieverbrauch eines Festkörperlasers auf lediglich ein Viertel im Vergleich zum Energieverbrauch eines CO2-Lasers mit gleicher Ausgangsleistung.
Vorteil 2: Anlagenlayout
Laserschweißanlagen arbeiten häufig mit kurzen Taktzeiten im Bereich weniger Sekunden und erlauben einen riesigen Teiledurchsatz. Ihre Einbindung in den Materialfluss in der Fertigung ist daher wichtig.
Bei CO2-Laseranlagen erfolgt die Strahlführung, d.h. der „Transport“ des Laser-strahls zur Schweißoptik, über Spiegelsysteme. Strahlquelle, Kühlaggregate und Bearbeitungsstation(en) müssen daher eng beieinander angeordnet werden. Daraus ergeben sich verschiedene Nachteile, wie z.B. der aufwendige Zu- und Abtransport der zu schweißenden Teile, welche die Versorgung mehrerer Schweißstationen mit derselben Laserquelle zur Herausforderung machen. Bei Scheiben- oder Faserlaser-Schweißanlagen bestehen diese Probleme praktisch nicht, da der Platzbedarf so gering ist, dass sie sich mühelos in bestehende Fertigungslinien integrieren lassen. Die eigentliche Laserquelle kann dabei bis zu 50 Meter entfernt von der Anlage stehen, da die Strahlführung dank der Transportfasern vergleichsweise einfach zu gestalten ist. Dadurch können die Schweißstationen optimal in den Materialfluss integriert werden.
Vorteil 3: Qualität und Geschwindigkeit
Sinkende Kosten und günstigeres Anlagenlayout sind ja schön und gut, aber kann sich die Qualität der Schweißnähte auch mit der eines CO2-Lasers messen? Um es kurz zu sagen, ja. In vielen Anwendungen kann sogar die Schweißgeschwindigkeit erhöht werden. Dadurch werden sowohl der Wärmeverzug des Werkstücks als auch die Taktzeit reduziert.
Zusammenfassend lässt sich sagen, dass die Faserlaser- / Scheibenlasertechnik effizienter als die CO2-Lasertechnik ist und eine höhere Schweißgeschwindigkeit bietet. Somit erfüllen die Scheiben- oder Faserlaser vollständig die heutigen Anforderungen bei der Komponentenfertigung für kraftstoffsparende und leichtgewichtige Kraftfahrzeuge.
Kein Laser ohne Schatten
Bis hier spricht alles für den Einsatz von Festkörperlasern, doch gibt es auch Nachteile? „Von Nachteilen gegenüber CO2-Lasern kann man eigentlich nicht sprechen, eher von Herausforderungen, die es zu meistern gilt“, erklärt Dr. Mootz. „So erfordert der Einsatz von Festkörperlasern eine deutlich höhere Präzision als bisher. Eine Strahlpositionsgenauigkeit von unter 50 Mikrometern stellt höchste Anforderungen an Maschine, Werkstückaufnahmen und Spannmittel sowie an die Fokuslage und Ausrichtung der Laseroptik.“ Anforderungen, die EMAG mit den ELC-Anlagen voll erfüllt. Betrachtet man z.B. die Schweißspritzer, die durch den Einsatz der Festkörperlaser vermehrt entstehen, so ist der Einsatz von perfekt abgestimmten Werkzeugen notwendig, die das Bauteil optimal abdecken. Bei der Bearbeitung verschiedener Bauteile stellt sich hier also die Frage nach einer möglichst schnellen Umrüstzeit, für die EMAG bei der ELC 160 eine einfache, aber effiziente Lösung gefunden hat. So ist die Anlage mit einer Werkzeugbrücke mit bis zu drei verschiedenen Werkzeugsätzen nebst integrierter Rauchgasabsaugung ausgerüstet, die ein automatisches Umrüsten in wenigen Sekunden ermöglicht – ideal für die hochflexible und hochproduktive Fertigung von Getriebeteilen in großer Ausbringungsmenge.
Es zeigt sich, der Einsatz von Festkörperlasern auf Produktionslaserschweißanlagen zur Herstellung von Powertrain-Komponenten ist praktisch alternativlos. Dennoch bedarf deren Einsatz ein gehöriges Expertenwissen, um die Vorteile in einem hocheffizienten Lasersystem wie den Anlagen der ELC-Baureihe von EMAG zu bündeln. Eine Herausforderung, der sich die Experten in Heubach täglich mit Erfolg stellen.
Faktenblatt und Infos:
Fachbegriffe:
LASER – Laser ist ein Kürzel und steht für Light Amplification by Stimulated Emission of Radiation. Dabei besteht ein Laser aus drei wichtigen Bestandteilen, dem Lasermedium (z.B. CO2 oder Kristalle), dessen Atome und Moleküle durch die Pumpe, dem zweiten wichtigen Bestandteil eines Lasers, in einen energetisch günstigeren Zustand versetzt werden. Der dritte Bestandteil eines jeden Lasers ist der Resonator, der letztendlich dafür sorgt, dass die im Lasermedium entstandenen hochenergetischen Photonen das Material verlassen, was letztendlich den eigentlichen Laserstrahlt darstellt.
Schweißspritzer – Unter Schweißspritzern versteht man, wenn sich Kleinstpartikel beim Schweißvorgang aus dem Werkstück herauslösen und auf der Oberfläche verteilen. Dies beeinträchtigt die Qualität des Werkstücks und sollte daher weitgehend vermieden werden.
Pumpen – Unter dem Pumpen versteht man das Anregen der Elektronen eines Lasermediums auf ein höheres Energieniveau. Dies geschieht i.d.R. durch Strahlung, wie z.B. einer Laserdiode.
Festkörperlaser – Unter Festkörperlasern versteht man die Art von Lasern, bei denen das Lasermedium ein fester Körper ist. Dies können Kristalle oder Glas sein, das mit fremden Ionen versetzt ist. Siehe auch CO2-Laser.
Laserdiode – Die Laserdiode ist die Basis der Pumpe, in der die Energie für die Pumpenstrahlung in den gewünschten Wellenlängen erzeugt wird. Laserdioden haben sich als Energiequelle durchgesetzt, da sie im Vergleich zu anderen optischen Medien, wie z.B. der Bogenlampe, eine viel höhere Lebensdauer und höhere Wirkungsgrade erreichen.
CO2-Laser – Beim CO2-Laser ist das Lasermedium, analog zum Festkörperlaser, das Gas Co2.
Scheibenlaser – Der Scheibenlaser ist ein Festkörperlaser, dessen Resonator ein scheibenförmiger Kristall ist. Um eine möglichst hohe Absorption der durch das Pumpen eingebrachten Energie zu erreichen, wird die Pumpstrahlung mehrfach durch die Scheibe geleitet.
Faserlaser – Der Faserlaser besteht, wie der Name schon sagt, aus einer Glasfaser, die als Lasermedium dient. Die Pumpenergie wird durch die Glasfaser geleitet, wodurch die Laserstrahlung entsteht.
Ansprechpartner Presse und Veröffentlichung
Markus Isgro
EMAG GmbH& Co. KG
Austraße 24
D-73084 Salach
Tel.: +49(0)7162/17-4658
Fax: +49(0)7162/17-199
Email: misgro@emag.com
Media Contact
Alle Nachrichten aus der Kategorie: Maschinenbau
Der Maschinenbau ist einer der führenden Industriezweige Deutschlands. Im Maschinenbau haben sich inzwischen eigenständige Studiengänge wie Produktion und Logistik, Verfahrenstechnik, Fahrzeugtechnik, Fertigungstechnik, Luft- und Raumfahrttechnik und andere etabliert.
Der innovations-report bietet Ihnen interessante Berichte und Artikel, unter anderem zu den Teilbereichen: Automatisierungstechnik, Bewegungstechnik, Antriebstechnik, Energietechnik, Fördertechnik, Kunststofftechnik, Leichtbau, Lagertechnik, Messtechnik, Werkzeugmaschinen, Regelungs- und Steuertechnik.




Neueste Beiträge

Selen-Proteine …
Neuer Ansatzpunkt für die Krebsforschung. Eine aktuelle Studie der Uni Würzburg zeigt, wie ein wichtiges Enzym in unserem Körper bei der Produktion von Selen-Proteinen unterstützt – für die Behandlung von…

Pendler-Bike der Zukunft
– h_da präsentiert fahrbereiten Prototyp des „Darmstadt Vehicle“. Das „Darmstadt Vehicle“, kurz DaVe, ist ein neuartiges Allwetter-Fahrzeug für Pendelnde. Es ist als schnelle und komfortable Alternative zum Auto gedacht, soll…

Neuartige Methode zur Tumorbekämpfung
Carl-Zeiss-Stiftung fördert Projekt der Hochschule Aalen mit einer Million Euro. Die bisherige Krebstherapie effizienter gestalten bei deutlicher Reduzierung der Nebenwirkungen auf gesundes Gewebe – dies ist das Ziel eines Projekts…