Restschmutz auf der Spur
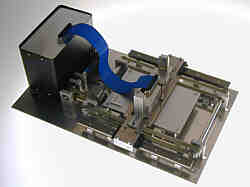
Scanner zur Detektion flächiger Verschmutzungen © Fraunhofer IPA/Anne Mildner
Bereits im laufenden Prozess erkennt ein IPA-Sensorsystem Restschmutz auf Bauteilen. Innerhalb einer kurzen Messzeit verrät es nicht nur flächendeckend sein Vorhandensein, sondern quantifiziert auch den Grad der Kontamination. Mit Hilfe eines Simulationsmodells lassen sich bereits im Vorfeld die Grenzwerte festlegen.
Restverschmutzungen auf Bauteilen erhöhen nicht nur die Produktionskosten durch Ausschuss. Sie beeinträchtigen auch die Funktionalität der Teile und der Produkte, in die diese Teile eingebaut werden. Die Sauberkeit der Metalloberfläche entscheidet über die Qualität der Oberflächenschichten, wie z. B. Haftfestigkeit, Gleichmäßigkeit und Korrosionsbeständigkeit und beeinflusst nachfolgende Fertigungsverfahren wie Lackieren, Kleben, Bonden und Wärmebehandeln. Welche Oberflächenverunreinigungen in welcher Schichtdicke stören, hängt von den nachfolgenden Prozessen und deren Anforderungen ab. Wie hoch der Reinigungsaufwand ist, bedingen die Anzahl der Funktionsflächen, Größe und Komplexität des Bauteils ebenso wie die zugehörigen Herstellungs- und Montageprozesse. Kai Modrich hat am Fraunhofer IPA ein Sensorsystem entwickelt, das verschmutzte Teile im laufenden Prozess detektiert. „Die Überprüfung der Oberflächenqualität findet prozessintegriert direkt nach dem Reinigungsvorgang statt“, erklärt er.
Das System besteht im Wesentlichen aus einem Nahinfrarotsensor, der mittels einer Reflexionsmessung den Restschmutzgrad der Oberfläche direkt am Bauteil bestimmt. Auf der Hannover Messe 2000 stellte es bereits seine Fähigkeiten in einer Roboterzelle unter Beweis, die Aluminiumkreisscheiben handhabte. Hier detektierte das System mit einer punktuellen Messung Ölfilme in der kreisringförmigen Nut der Scheiben. „Inzwischen sind wir soweit, dass wir nicht nur zwischen sauber und verschmutzt unterscheiden können, sondern auch Kontaminationen flächendeckend feststellen und den Grad der Verschmutzung quantifizieren können“, berichtet Modrich.
Um dies zu erreichen, setzen die Ingenieure statt einem nun mehrere Sender-Empfänger-Paare in Reihe ein. Eine Linearachse bewegt den Messkopf wie bei einem Flachbettscanner über das zu prüfende Bauteil. Die aufgenommenen Messwerte werden in einen PC eingelesen und ausgewertet. „So ist es möglich, den Ort und den Grad der Kontamination graphisch darzustellen“, erklärt Kai Modrich. Mit einem eigens entwickelten Simulationsmodell können nun schon im Vorfeld Detektionsgrenzen in Abhängigkeit der Oberflächen und ihrer Verschmutzung kosten- und zeitgünstig berechnet und so die optimale Konfiguration der Prüfeinrichtung anwendungsspezifisch bestimmt werden. Der geringe apparative Aufwand, eine kurze Messzeit und die robuste Prüfeinrichtung ermöglichen eine effiziente Qualitätskontrolle direkt am Bauteil.
„Das System erschließt Produktionsunternehmen Qualitäts-, Kosten-, Zeit- und Flexiblitätspotenziale und erhöht den Marktwert ihrer Produkte“, versichert Entwickler Modrich. Sein nächstes Ziel in Sachen Restschmutzdetektion sind intelligente Sensoren, die sich nach dem „plug and play“-Prinzip in bestehende Anlagen integrieren lassen. „Damit wird das Sensorsystem noch flexibler und kann einfach an die verschiedensten Prozesse angepasst werden“, prognostiziert er.
Ihr Ansprechpartner für weitere Informationen:
Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA
Dipl.-Ing. Kai-Udo Modrich
Telefon: 0711/970-1272, Telefax: 0711/970-108, E-Mail: kom@ipa.fhg.de
Media Contact
Alle Nachrichten aus der Kategorie: Verfahrenstechnologie
Dieses Fachgebiet umfasst wissenschaftliche Verfahren zur Änderung von Stoffeigenschaften (Zerkleinern, Kühlen, etc.), Stoffzusammensetzungen (Filtration, Destillation, etc.) und Stoffarten (Oxidation, Hydrierung, etc.).
Unter anderem finden Sie Wissenswertes aus den Teilbereichen: Trenntechnologie, Lasertechnologie, Messtechnik, Robotertechnik, Prüftechnik, Beschichtungsverfahren und Analyseverfahren.




Neueste Beiträge

Größte bisher bekannte magnetische Anisotropie eines Moleküls gemessen
An der Berliner Synchrotronstrahlungsquelle BESSY II ist es gelungen, die größte magnetische Anisotropie eines einzelnen Moleküls zu bestimmen, die jemals experimentell gemessen wurde. Je größer diese Anisotropie ist, desto besser…

Tsunami-Frühwarnsystem im Indischen Ozean
20 Jahre nach der Tsunami-Katastrophe… Dank des unter Federführung des GFZ von 2005 bis 2008 entwickelten Frühwarnsystems GITEWS ist heute nicht nur der Indische Ozean besser auf solche Naturgefahren vorbereitet….

Resistente Bakterien in der Ostsee
Greifswalder Publikation in npj Clean Water. Ein Forschungsteam des Helmholtz-Instituts für One Health (HIOH) hat die Verbreitung und Eigenschaften von antibiotikaresistenten Bakterien in der Ostsee untersucht. Die Ergebnisse ihrer Arbeit…